



Zahteve po izvajanju strožjih standardov glede emisij vozil in porabe goriva so povzročile, da se celotna avtomobilska industrija trudi izpolniti te izboljšave.Da bi zmanjšali porabo goriva in emisije izpušnih plinov, je bila tradicionalna metoda zmanjšanje teže avtomobila.Tako se je blok cilindrov iz aluminijeve zlitine namesto iz litega železa razvil v razvojni trend.Poleg tega se lahko učinkovitost zgorevanja motorja izjemno izboljša z zmanjšanjem trenja v motorju.Zato je nova tehnologija avtomobilskih motorjev "cilinder Linerless" pritegnila pozornost številnih proizvajalcev avtomobilov.
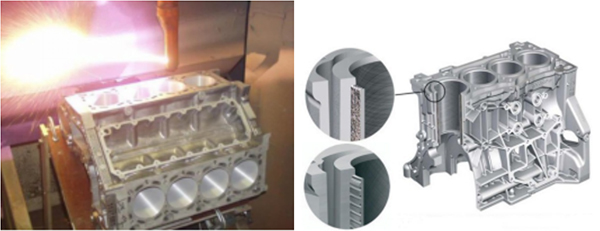
Tehnologija brez obloge cilindra avtomobilskih motorjev je bila dosežena z uvedbo tehnologije termičnega brizganja.Nanos termičnega razprševanja se izvaja med proizvodnim procesom bloka motorja.Razpršilo se nanese na površino predhodno obdelanih aluminijastih izvrtin cilindrov motorja.Sprej doda proti obrabi odporen sloj prevleke iz zlitine z nizko vsebnostjo ogljika, ki nadomesti tradicionalno litoželezno oblogo valja.Obdelava blokov cilindrov brez oblog vključuje naslednje celotne sistemske komponente in aplikacije:
● ulivanje
● groba obdelava bloka cilindrov
● teksturiranje - grobo brušenje izvrtine cilindra
● predgretje površine
● termično brizganje
● končna obdelava
● končno brušenje
Ključni procesi brezvaljne tehnologije se izvajajo na koaksialnih površinah (dva valja, katerih valjaste površine sestavljajo črte, ki potekajo skozi koncentrične kroge v določeni ravnini in so pravokotne na to ravnino) s hrapavostjo površine valja.To uresničuje:
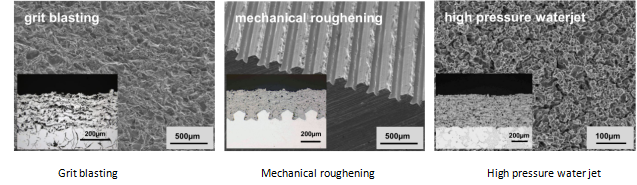
Namen hrapavosti površine je potreben za povečanje površine za oblikovanje površinske strukture, ki omogoča mehansko lepljenje premaza na površino substrata, povečanje mehanske sile ugriza premaza na substrat ter nadaljnje aktiviranje in izboljšanje površine Moč vezave materiala.Hrapavljenje površine se izvaja na različne načine, kot so peskanje, mehansko hrapavljenje in hrapavljenje z vodnim curkom pod visokim pritiskom.Peskanje je najpogosteje uporabljena obdelava za hrapavost in velja za hrapavost vseh kovinskih površin.
Kovinske površine je mogoče naknadno očistiti, nahrapaviti in po peskanju postati zelo reaktivne.To hrapavo površino nato očistimo z visokotlačnim suhim zrakom brez olja pred nanosom postopka pršenja.
Grobanje (površinska aktivacija) se lahko izvede tudi s pomočjo stroja.In obstajajo postopki, pri katerih se površina aluminija oblikuje v določeno konturo.To se izvede z uporabo enoosnega obdelovalnega centra in uporabo vstavljenih rezalnih orodij.To je enkratna obdelava za dokončanje značilnosti v stroškovno učinkovitem pristopu.V primeru starejšega visoko abrazivnega valja iz litega železa je prišlo do prekomerne obrabe in trganja orodja, zaradi česar je to ekonomsko nesprejemljivo.
Hrapavljenje z vodnim curkom pod visokim pritiskom je uporabno samo za aluminijasti valj in ne za litoželezni valj.Postopek z vodnim curkom ne uporablja dragih abrazivov.Neposredna uporaba curka tekočine na površini substrata pa se izvede šele, ko je površina suha.In tudi takrat je vrednost površinske hrapavosti relativno nizka v primerjavi z drugimi postopki.
Hrapavljenje površine kot ključni proces v tehnologiji brez valja neposredno vpliva na trdnost lepljenja in lastnosti premaza.Zato je ključnega pomena posvetiti pozornost procesu hrapavosti površine pri uporabi tehnologije brez cilindričnih blokov.Izbira ustrezne metode grobega obdelave je ključnega pomena za doseganje najboljše aktivacije površine in proizvodne učinkovitosti.
Čas objave: 26. maj 2021



